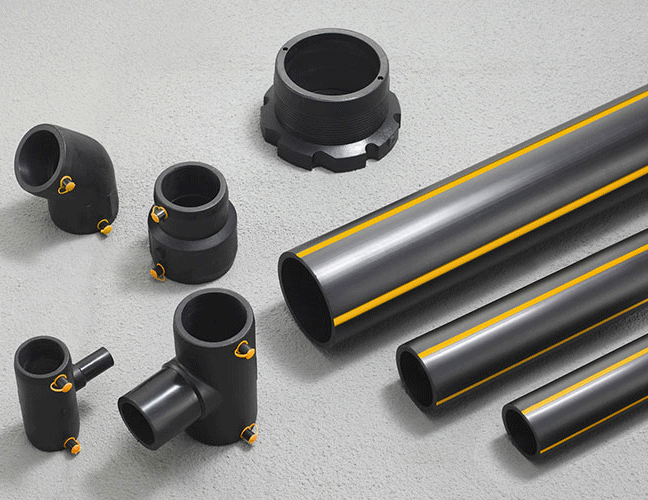
- 適用范圍:燃氣用埋地聚乙烯(PE)管道適用于工作溫度在-20~40℃,長期最大工作壓力不大于 0 7MPa 的燃氣輸送用管道系統(tǒng)。產(chǎn)品特點:1、重
通訊塑料管道、市政塑料管道、民用塑料管道
13983378238
基本信息
燃氣管簡介
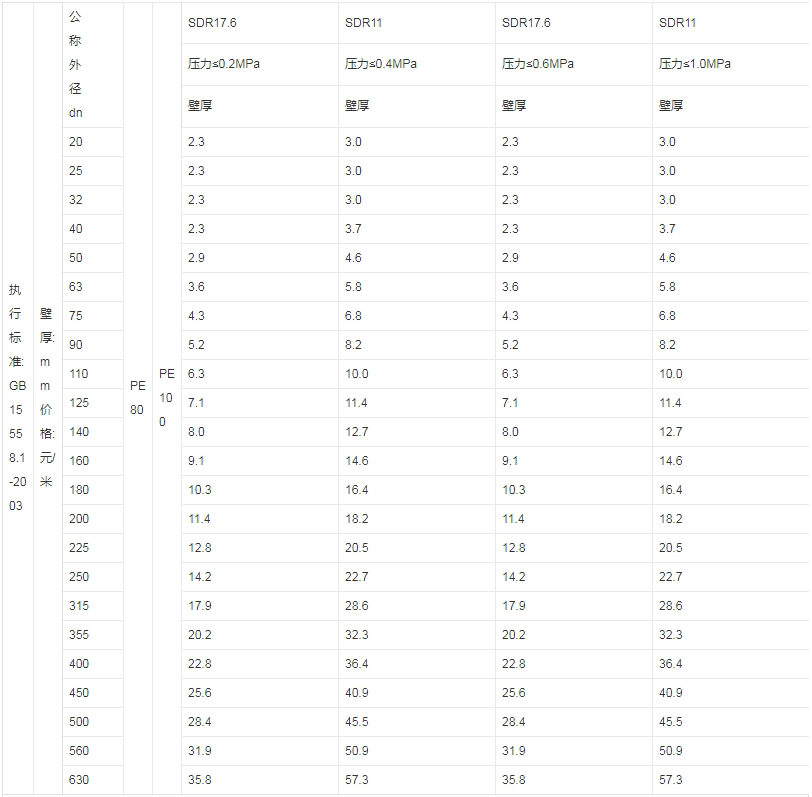
PE燃氣管執(zhí)行標準:GB 15558.1-2003
燃氣用PE管材是傳統(tǒng)的鋼鐵管材、聚氯乙烯燃氣的換代產(chǎn)品。
燃氣管必須承受一定的壓力,通常要選用分子量大、機械性能較好的PE樹脂,如HDPE樹脂。HDPE樹脂的拉伸強度低,耐壓差,剛性差,成型加工時尺寸穩(wěn)定性差,并且連接困難,不適宜作為給水壓力管的材料。但由于其衛(wèi)生指標較高,LDPE特別是LLDPE樹脂已成為燃氣管的常用材料。LDPE、LLDPE 樹脂的熔融粘度小,流動性好,易加工,因而對其熔體指數(shù)的選擇范圍也較寬,通常MI在0.3-3g/10min之間。
性能特性
⑴連接可靠:聚乙烯管道系統(tǒng)之間采用電熱熔方式連接,接頭的強度高于管道本體強度。
⑵低溫抗沖擊性好:聚乙烯的低溫脆化溫度極低,可在-60-60℃溫度范圍內(nèi)安全使用。冬季施工時,因材料抗沖擊性好,不會發(fā)生管子脆裂。
⑶抗應(yīng)力開裂性好:HDPE具有低的缺口敏感性、高的剪切強度和優(yōu)異的抗刮痕能力,耐環(huán)境應(yīng)力開裂性能也非常突出。
⑷耐化學(xué)腐蝕性好:HDPE管道可耐多種化學(xué)介質(zhì)的腐蝕,土壤中存在的化學(xué)物質(zhì)不會對管道造成任何降解作用。聚乙烯是電的絕緣體,因此不會發(fā)生腐爛、生銹或電化學(xué)腐蝕現(xiàn)象;此外它也不會促進藻類、細菌或真菌生長。
⑸耐老化,使用壽命長:含有2-2.5%的均勻分布的碳黑的聚乙烯管道能夠在室外露天存放或使用50年,不會因遭受紫外線輻射而損害。
⑹耐磨性好:HDPE管道與鋼管的耐磨性對比試驗表明,HDPE管道的耐磨性為鋼管的4倍。在泥漿輸送領(lǐng)域,同鋼管相比,HDPE管道具有更好的耐磨性,這意味著HDPE管道具有更長的使用壽命和更好的經(jīng)濟性。
⑺可撓性好: HDPE管道的柔性使得它容易彎曲,工程上可通過改變管道走向的方式繞過障礙物,在許多場合,管道的柔性能夠減少管件用量并降低安裝費用。
⑻水流阻力小:HDPE管道具有光滑的內(nèi)表面,其曼寧系數(shù)為0.009。光滑的表現(xiàn)和非粘附特性保證HDPE管道具有較傳統(tǒng)管材更高的輸送能力,同時也降低了管路的壓力損失和輸水能耗。
⑼搬運方便:HDPE管道比混凝土管道、鍍鋅管和鋼管更輕,它容易搬運和安裝,更低的人力和設(shè)備需求,意味著工程的安裝費用的大大降低。
⑽多種全新的施工方式:HDPE管道具有多種施工技術(shù),除了可以采用傳統(tǒng)的開挖方式進行施工外,還可以采用多種全新的非開挖技術(shù)如頂管、定向鉆孔、襯管、裂管等方式進行施工,這對于一些不允許開挖的場所,是較好的選擇,因此HDPE管道應(yīng)用領(lǐng)域更為廣泛。
產(chǎn)品特點
■耐腐蝕性能好:除少數(shù)強氧化劑外,可耐多種化學(xué)介質(zhì)的侵蝕;無電化學(xué)腐蝕。
■ 長久的使用壽命:在額定溫度、壓力狀況下,PE管道可安全使用50年以上。
■ 較好的耐沖擊性:PE管韌性好,耐沖擊強度高,重物直接壓過管道,不會導(dǎo)致管道破裂。
■ 可靠的連接性能:PE管熱熔或電熔接口的強度高于管材本體,接縫不會由于土壤移動或活載荷的作用斷開。
■ 良好的施工性能:管道質(zhì)輕,焊接工藝簡單,施工方便,工程綜合造價低。
管道的連接:
■ 電熱熔接性:采用專用電熱熔焊機將直管與直管、直管與管件連接起來。一般多用于160mm以下管。
■ 熱熔對接連接:采用專用的對接焊機管道連接起來,一般多用于160mm以上管。
■ 鋼塑連接:可采用法蘭、螺紋絲扣等方法連接。
■ 為方便施工和保證施工質(zhì)量、還應(yīng)準備相應(yīng)的工具。
如:旋轉(zhuǎn)切刀一切割管材;旋轉(zhuǎn)刮刀--刮除管子表面的氧化皮;爬壁刮刀--刮除大口徑管子表面的化皮;斷氣工具--實現(xiàn)斷氣現(xiàn)場操作。
連接步驟
1.夾緊且清潔端口
2.調(diào)整且磨平端口
3.端口對直
4.施壓熔接
5.卸壓冷卻
應(yīng)用領(lǐng)域
■ 城市燃氣管網(wǎng)系統(tǒng)。
產(chǎn)品規(guī)格
焊接步驟
1、將需焊接的管材、管件固定在對接機上,按管材尺寸使用夾具,端面用銑削刀刨光,使對接端面光滑平整、清潔、垂直。
2、調(diào)整管材、管件的高度,使需焊接的管材、管件端面完全吻合,并接通加熱板。
3、待加熱板自動升溫至額定溫度,將需要焊接的管材、管件合并使端面加熱,達到加熱時間后,將管材、管件從加熱板上分開、再將兩加熱端面合并對接,使合并處形成均勻的凸緣,待冷卻。
連接步驟
材料準備→夾緊→切削→對中→加熱→切換→熔融對接→冷卻
→對接完成
5、1材料準備
1、將焊機各部件的電源接通。必須使用220V、50Hz的交流電,電壓變化在±10%以內(nèi),電源應(yīng)有接地線;同時應(yīng)保證加熱板表面清潔、沒有劃傷。
2、將泵站與機架用液壓導(dǎo)線接通。連接前應(yīng)檢查并清理接頭處的污物,以避免污物進入液壓系統(tǒng),進而損壞液壓器件;液壓導(dǎo)線接好后,應(yīng)鎖定接頭部分,以防止高壓工作時接頭被打開的危險。按選定的工作模式輸入焊接數(shù)據(jù):直徑;璧厚或SDR值;加熱板的溫度設(shè)定;焊工代號。
5、2加緊
將管道或管件置于平坦位置,放于對接機上,留足10~20mm的切削余量;根據(jù)所焊制的管材、管件選擇合適的卡瓦夾具,夾緊管材,為切削做好準備。
5、3切削:切削所焊管段、管件端面雜質(zhì)和氧化層,保證兩對接端面平整、光潔、無雜質(zhì)。
1、將機架打開,放入銑刀,旋轉(zhuǎn)鎖緊旋鈕,將銑刀固定在機架上。啟動泵站時,應(yīng)在方向控制手柄處于中位時進行,嚴禁在高壓下啟動。
2、啟動銑刀,閉合夾具,對管子管件的端面進行切削。
3、當形成連續(xù)的切削時,降壓,打開夾具,關(guān)閉銑刀。此過程一定要按照先降壓,在打開夾具,最后關(guān)閉銑刀的順序進行。
4、取下銑刀,閉合夾具,檢查管子兩端的間隙(間隙量不得大于0.3mm)。從機架上取下銑刀時,應(yīng)避免銑刀與端面碰撞,如已發(fā)生需要重新銑削;銑削好的端面不要用手摸或被油污等污染。
5、4對中
1、檢查管子的同軸度(其最大錯邊量為管壁厚的10%)。當兩端面的間隙與錯邊量不能滿足要求時,應(yīng)對待焊件重新夾持,銑削,合格后方可進行下一步操作。
5、5加熱
1、檢查加熱板的溫度是否適宜210℃~230℃,以兩端面熔融長度為1~2mm為宜。
2、加熱板的紅指示燈應(yīng)表現(xiàn)為亮或閃爍。從加熱板上的紅指示燈第一次亮起后,在等10min使用,以使整個加熱板的溫度均勻。
3、測試系統(tǒng)的拖動壓力P0并記錄。每個焊口的拖動壓力都需測定;當拖動壓力過大時,可采用墊短管等方法解決。
4、將溫度適宜的加熱板置于機架上,閉合夾具,并設(shè)定系統(tǒng)壓力P1。
P1=P0+接縫壓力
5、待管子(管件)間的凸起均勻,且高度達到要求時,將壓力降至近似拖動壓力,同時按下吸熱計時按鈕,開始記錄吸熱時間。
P2=P0+吸熱壓力(吸熱壓力幾乎為零)
5、6切換
1、將加熱板拿開,迅速讓兩熱熔端面相粘并加壓,為保證熔融對接質(zhì)量,切換周期越短越好。
2、達到吸熱時間后,迅速打開機具,取下加熱板。取加熱板時,應(yīng)避免與熔融的端面發(fā)生碰撞;若已發(fā)生,應(yīng)在已溶化的端面徹底冷卻后,重新開始整個熔接過程。
5、7熔融對接:
1、使焊接的關(guān)鍵,對接過程應(yīng)始終處于熔融壓力下進行,卷邊寬度以1~2mm為宜。
5、8冷卻:
保持對接壓力不變,讓接口緩慢冷卻,冷卻時間長短以手摸卷邊生硬,感覺不到熱為準。
1、迅速閉合夾具,并在規(guī)定的時間內(nèi),迅速的將壓力調(diào)節(jié)到P3,同時按下計時器,記錄冷卻時間。
P3=P0+冷卻壓力
夾具閉合后升壓時應(yīng)均勻升壓,不能太快,或太慢,應(yīng)在規(guī)定的時間完成;以免形成假焊、虛焊,此壓力要保持到焊口完全冷卻。
5、9對接完成
達到冷卻時間后,將壓力降為零,打開夾具,取下焊好的管子(管件),移開對接機,重新準備下一接口連接。
卸管前一定要將系統(tǒng)壓力降為零;若需移動焊機,應(yīng)拆下液壓導(dǎo)線,并及時做好接頭處的防塵工作。
埋設(shè)規(guī)定
1、PE燃氣管道埋設(shè)的最小管頂覆土厚度應(yīng)符合下列規(guī)定:
(1)埋設(shè)在車行道下時,不宜小于0.8m;
(2)埋設(shè)在非車行道下時,不宜小于0.6m;
(3)埋設(shè)在水田下時,不宜小于0.8m;
當采取行之有效的防護措施后,上述規(guī)定可適當降低。
2、PE燃氣管道的地基宜為無尖硬土石和無鹽類的原土層,當原土層有尖硬土石和鹽類時,應(yīng)鋪設(shè)細沙或細土。凡可能引起管道不均勻沉降地段,其地基應(yīng)進行處理或采取其他防沉降措施。
3、PE燃氣管道在輸送含有冷凝液的燃氣時,應(yīng)埋設(shè)在土壤冰凍線以下,并應(yīng)設(shè)置凝水缸。管道坡向凝水缸的坡度不宜小于0.003。
PE管連接
1、PE燃氣管施工前的技術(shù)
a施工前應(yīng)熟悉、掌握施工圖;b準備好相應(yīng)的施工機具;
c對操作工人進行上崗培訓(xùn),培訓(xùn)合格后方可進行施工;d按照標準對管材、管件進行驗收.
2、PE燃氣管管溝的開挖
管溝的開挖必須嚴格按照設(shè)計圖紙或工程監(jiān)理指導(dǎo)的開挖路線及開挖深度進行施工,而且在沒有征得相關(guān)部門同意的情況下不得擅自進行改動.一般規(guī)定,聚乙烯管道埋設(shè)的最小管頂覆土厚度為:A、埋設(shè)在車行道下管頂埋深不得小于0.9米;B、埋設(shè)在人行道下或管道支管不得小于0.75米;C、綠化帶下或居住區(qū)支管不得小于0.6米;
D、在永久性凍土或季節(jié)性凍土地層,管頂埋深應(yīng)在冰凍線以下.在結(jié)實、穩(wěn)固的溝底,管溝的寬度由施工所需要的操作空間決定,空間大小必須允許能夠正常進行管溝底部的正確準備及管溝填埋材料的填埋及夯實等工作,而且還要考慮到管溝開挖費用以及購買填埋材料等費用的經(jīng)濟性.
3、PE燃氣管管溝底的準備
對于像供水、排污或長距離輸送管線的壓力系統(tǒng),除非設(shè)計圖紙有特殊要求,一般來說,管溝底的水平精度要求并不是很高.而對于重力排水系統(tǒng),坡度的等級必須達到規(guī)定的要求.
如果管溝底部相當平直,而且土壤內(nèi)基本上沒有大的石塊,那么就沒有必要再進行平整.當然,如果是一個沒有受到擾動的管溝底層,那就更好.但如果管溝底已經(jīng)被擾動或在開挖的過程中必須被擾動,那么其密實度至少應(yīng)該達到其周圍填埋材料的密實度,開挖的管溝底部一般要用直徑不超過50mm的沒有尖銳棱角的小石頭再混和一些沙土和粘土等材料墊平.所有規(guī)格的HDPE管道一般都可以適應(yīng)少量局部的管溝底的不平坦,但如果在回填材料中含有帶尖棱的石頭或堅硬的頁巖,那么就可能會在管道表面產(chǎn)生應(yīng)力集中區(qū)以致?lián)p傷管道.對于在頁巖及松散的巖石土壤中的開挖,為了避免與松散的巖石接觸,必須為HDPE管道提供一個均一的溝床,一般的做法是開控管溝底時應(yīng)比規(guī)定的等級挖深至少150mm,然后用適當?shù)奶盥癫牧匣靥钪烈?guī)定高度,并夯實到90%或更高的密實度.
4、PE燃氣管管溝內(nèi)管道的敷設(shè)
在管道被放入管溝之前,首先應(yīng)該對管道進行全面檢查,在沒有發(fā)現(xiàn)任何缺陷的情況下,管道才被允許吊入或滾入管溝內(nèi).管道通常會在地面預(yù)先連接好,有時管道可能會被預(yù)先連接成大約150米長的許多管段,貯存在某一個地方,當需要下放及連接時,再被運到安裝地點,然后采用熱熔連接或機械連接的方式連接這些管段.公稱直徑小于20mm的管道可以手工拖入管溝內(nèi);對所有的大管道、管件、閥門、消防栓及配件,應(yīng)該采用適當?shù)墓ぞ咦屑殞⑺鼈兎诺焦軠蟽?nèi);對于長距離的管道的吊裝,推薦采用尼龍繩索.
5、最終的管道連接與裝配
管溝內(nèi)管道的熱熔連接同地面上管道的熱熔連接方式相同,但必須保證所連接的管道在連接前必須冷卻到土壤的環(huán)境溫度.與金屬管道、水箱或水泵相連時,一般采用法蘭連接.對于不便于采用熱熔方式連接時,也可采用法蘭連接.法蘭連接時,螺栓應(yīng)預(yù)先均勻擰緊,待8小時以后,再重新緊固.
6、壓力測試
壓力測試可以在管線回填之前或之后進行,管道應(yīng)以一定的間隔覆土,尤其對于蛇行管道,壓力試驗時,應(yīng)將管道固定在原位.法蘭連接部位應(yīng)暴露以便于檢查是否泄漏.
壓力試驗的測試壓力不應(yīng)超過管材壓力等級或系統(tǒng)中最低壓力等級的配件的壓力等級的1.5倍,開始時,應(yīng)將壓力上升到規(guī)定的測試壓力值并停留足夠的時間保證管子充分膨脹,這一過程需要2-3小時,當系統(tǒng)穩(wěn)定后,將壓力上升到工作壓力的1.5倍,穩(wěn)壓1小時,仔細觀察壓力表,并沿線巡視,如果在測試過程中并無肉眼可見的泄漏或發(fā)生明顯的壓力降,則管道通過壓力測試.
在壓力測試過程中,由于管子的連續(xù)膨脹將會導(dǎo)致壓力降產(chǎn)生,測試過程中產(chǎn)生一定的壓力降是正常的,并不能因此來證明管道系統(tǒng)肯定發(fā)生泄漏或破壞.
7、回填與夯實
一般情況下,腋角及初回填要求至少要達到90%以上,夯實層應(yīng)該至少達到距管頂150mm的地方,對于距管道頂部少于300mm的地方應(yīng)該避免直接搗實.最終回填可能會采用原開挖土壤或其它材料,但其中不得含有凍土、結(jié)塊粘土及最大直徑不得超過200mm的石塊.
- 上一篇:燃氣用鋁塑復(fù)合管
- 下一篇:第一頁

 銷售熱線:13983378238
銷售熱線:13983378238  售后服務(wù):023-62980869
售后服務(wù):023-62980869商務(wù)地址:重慶南岸區(qū)珊瑚村特1號珊瑚大廈26-9# 生產(chǎn)地址:中國.重慶.銅梁工業(yè)園姜家?guī)r路19號
Copyright © 2015-2020 重慶百聯(lián)塑膠有限公司 LTD. All rights reserved. 渝ICP備15013297號-1

微信公眾號
手機網(wǎng)站







